AulaPRO: Adaptive Powder Feed for Additive Manufacturing Processes
Dr. Armin Haghshenas
Due to the extensive developments in the past decades, numerous different system technologies for powder feed or powder nozzles for laser powder build-up welding have established themselves on the market.
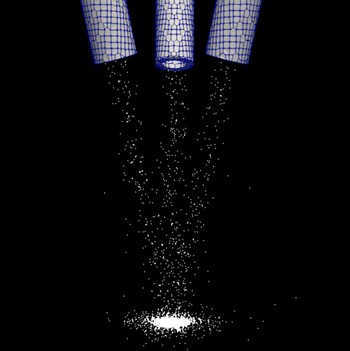
In general, the powder feed systems are divided into lateral and coaxial systems. In the case of lateral nozzles, the powder is supplied from a powder nozzle and only from one direction, so-called off-axis nozzles. The process is therefore direction-dependent. The nozzle shape can be designed as a round tube or in the form of a wide slot nozzle. Lateral powder feed systems are a widespread, established technology for powder feed when coating and repairing geometrically simple components such as rollers, shafts, etc. using LMD. With a powder feed arranged co-axially to the laser beam, the LMD process can be carried out in any direction. The coaxial nozzles are therefore often used for additive manufacturing. In these systems, the powder is supplied from several directions co-axially to the laser radiation in relation to the lateral nozzles. With the discrete powder feed, the powder is fed into the process from several co-axially arranged individual nozzles. In the case of the continuous coaxial nozzle, we speak of annular gap nozzles. The powder focus is located at a fixed distance from the nozzle opening to the substrate surface.
In near-net-shape additive manufacturing using laser powder build-up welding, the precision can be increased using very small weld beads. Very large weld beads are used to maximize build-up rates. Currently, processing heads are used in which the powder focus is constant and the diameter of the laser spot is adjusted to vary the bead geometry in addition to the powder mass flow. However, a constant powder focus leads to a reduction in the degree of powder utilization when using a small laser spot and, on the other hand, poor precision is achieved when welding with a large laser spot. The aim of the planned research project is therefore to adapt the powder focus diameter to the weld bead geometry through the adaptive positioning of individual powder nozzles to increase the degree of powder utilization and precision in near-net-shape additive manufacturing using laser powder cladding. The adaptive positioning of the powder nozzles to one another, to the laser beam and to the substrate surface results in interactions and challenges that need to be investigated in the planned research project. On the one hand, the adjustment of the nozzle positions leads to a changed path of the particles in the laser beam and, on the other hand, the adjustment of the powder mass flow influences the particle speed, so that the interaction time between laser beam and powder can be too short and the particles are not sufficiently melted. There is the hypothesis that the interaction times can be influenced in such a way that a complete melting of the powder is ensured through suitable angle of incidence of the powder nozzles depending on the nozzle position and adapted conveying gas quantities depending on the powder mass flows.
